
For the new year we thought it would be useful to go back to basics, to understand how to choose the correct camera for a machine vision application. With ever increasing options we want to drill down on the choices available and to understand why we use certain IVS cameras in our machines.
A camera’s ability to capture a correctly-illuminated image of the inspected object depends on the direct relationship between the sensor and the lens. The sensors job is to convert light (photons) from the lens into electrical signals (electrons). Typically, it will do this using either charge coupled device (CCD) or complementary metal oxide semiconductor (CMOS) technology which digitize the electrons into an image consisting of pixels. The image can then be sent to the processor for analysis. Low light creates dark pixels and bright light creates brighter pixels.
Parameters such as part size and inspection tolerances will help inform the required sensor resolution and it’s very important to ensure the right one is chosen for the required application. Higher degrees of accuracy in measurement will require higher levels of sensor resolution.
Depending on application requirements machine vision systems often consist of a number of cameras. These can be monochrome and/or colour, and capture, interpret and signal with the control system to deliver the required solution.
Line Scan (1D sensors)
Line scan cameras collect single lines of images and are typically used for inspecting moving objects which are transported past the camera. They can also be useful for moving, very large objects or cylindrical objects which can be rotated. Where colour information is important this can also be achieved with line scan cameras.
Since the camera is only capturing one line it can come with certain limitations. For example, illumination needs to be extremely precise and because the camera aperture needs to remain open most of the time, reducing the depth of field, it can make capturing objects at different distances more problematic.
Area Scan (2D sensors)
In area scan cameras the sensor has a large matrix of image pixels generating a two-dimensional image in one exposure cycle. Because area scan cameras are capturing a rectangular area it is typically easier to install high performance lighting with this set-up as opposed to line scan cameras.
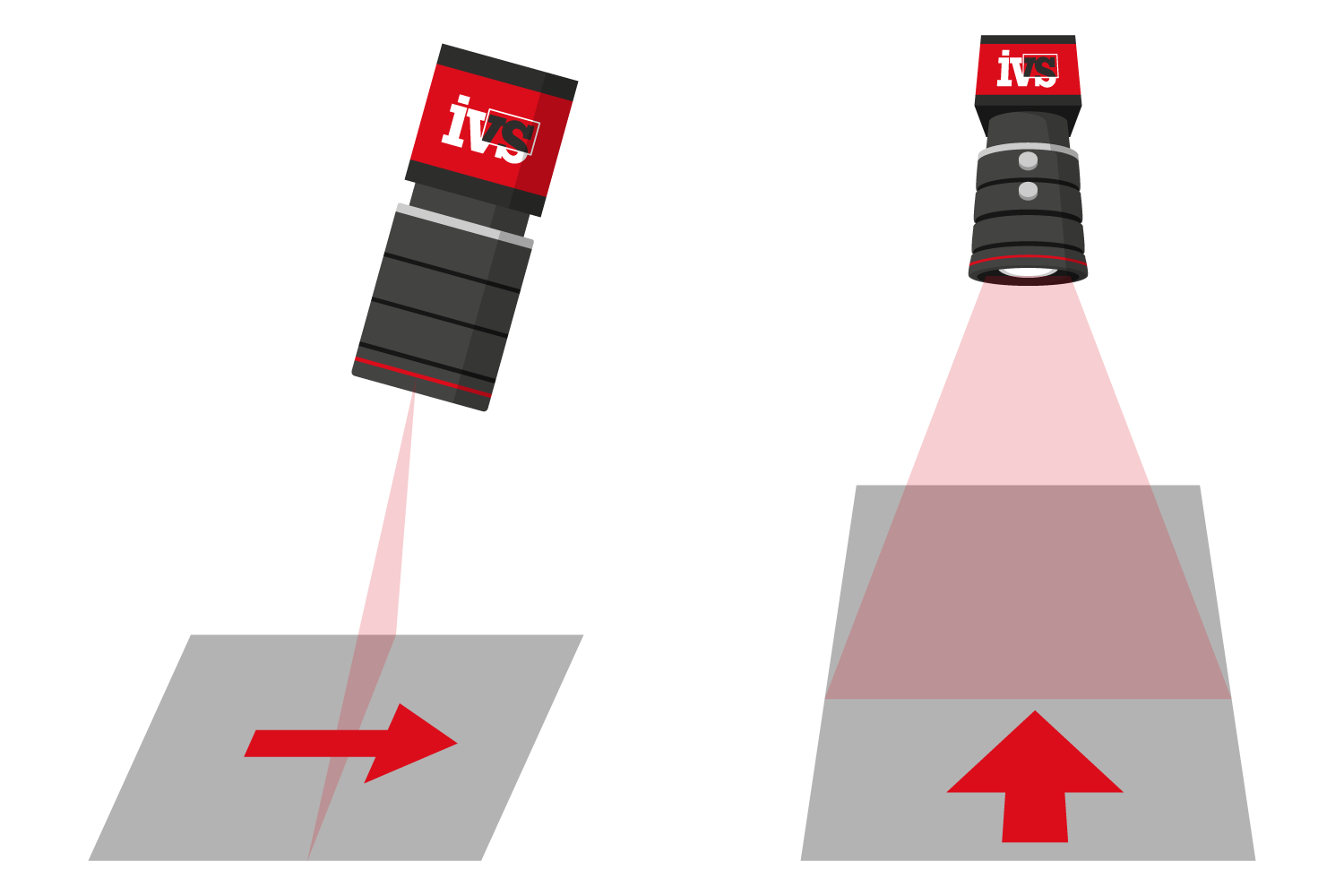
Area scan cameras also make it possible to take short exposure images using strobe lighting that brings a lot of light to the sensor in a short period of time. As such area scan cameras are used in the majority of applications for image acquisition.
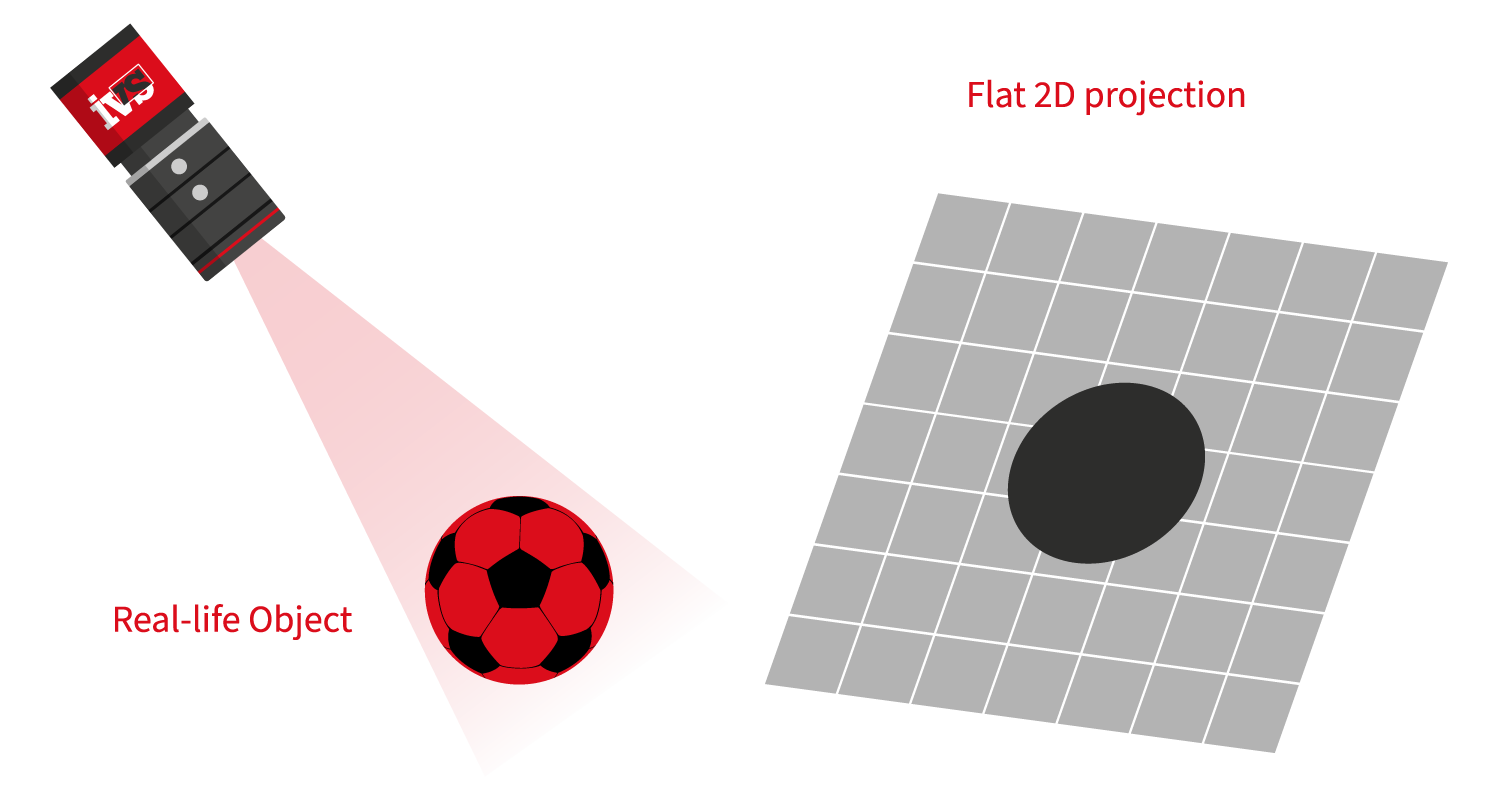
2D & 3D Imaging
3D machine vision helps to overcome complex, high accuracy, real-time challenges where the practical limitations of 2D vision means it simply can’t be used. In particular 2D Vision is limited in applications where:
● shape information is critical to performing a task
● there is sensitivity to lighting issues
● it is difficult to achieve high contrast levels
● object movement may impair image accuracy
● imaging three-dimensional shape, form or volume is a necessity
Of course, for many simple applications these issues are of no consequence and therefore 2D vision, using either line scan or area scan cameras, is perfectly acceptable.
However, 3D imaging is growing in importance within the machine vision industry. As outlined in previous posts, although it is more time, processor and software intensive, rapid advances in technology, algorithms and software mean that these systems are now more than capable of keeping up with production line throughput requirements.
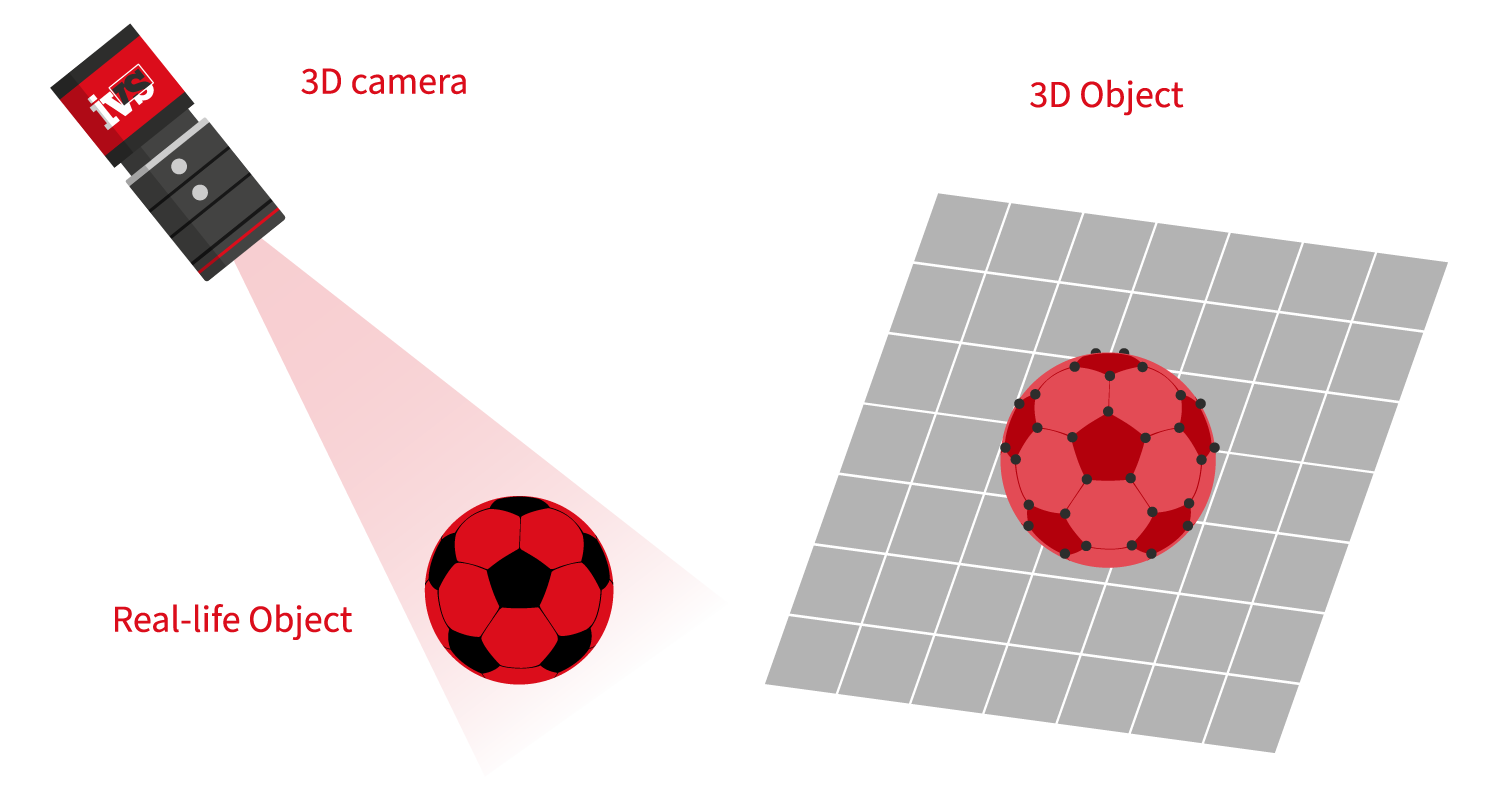
Because they capture extra third dimension data reliably, 3D machine vision systems are immune to the aspects of lighting, contrast, and distance to object suffered by their 2D counterparts.
As such some of the key applications of 3D imaging include:
● Measurement of volume, height, thickness, holes, curves and angles
● Robot guidance, bin picking for placing, packing or assembly
● Quality control where 3D CAD models have been used
● Where understanding of 3D space and dimensions is required
● Inspecting low contrast objects
There are four separate commonly used methods for 3D imaging:
1. Scanning based triangulation describes the angular relationship between the object being scanned, the laser and the camera. The approach involves the projection of a laser onto the surface of an object which is then viewed by the camera from a different measured angle. Any deviations of the line represent shape variations and lines from multiple scans can be assembled into a depth map or point cloud, representing the 3D image. Often multiple cameras are used, tracking laser lines from different angles and then merging data sets into a single profile. This helps to overcome any issues with ‘shadowing’ a situation where a single laser line is blocked from passing through parts of an object, by other parts of the same object.
2. Stereo vision, as the name suggests, is based on using two cameras, much the same as a pair of human eyes. Using the triangulation technique the two captured 2D images are then used to calculate a 3D image.
3. Time of flight 3D cameras measure the time which a light pulse takes to reach the object and return for each image point. As a result they have limitations in respect to the distance they can be used from an object and resolution meaning they are only suitable for specific applications.
4. Structured light uses sophisticated light techniques to create structured patterns that encodes 3D information direct to the camera scene.

Whatever the task, it’s important to understand how all the elements of the machine vision system interact to create a robust and reliable solution. Starting with the camera is the best approach, and building up the system architecture around it.