For today’s post we thought we’d take you back to the beginning. Not all customers have used machine vision or vision systems in their production process before, many will be new to machine vision. So it’s important to understand the basics of a vision inspection system and what the fundamentals of the overall system look like. This helps to understand how a vision inspection machine operates at a rudimentary level.
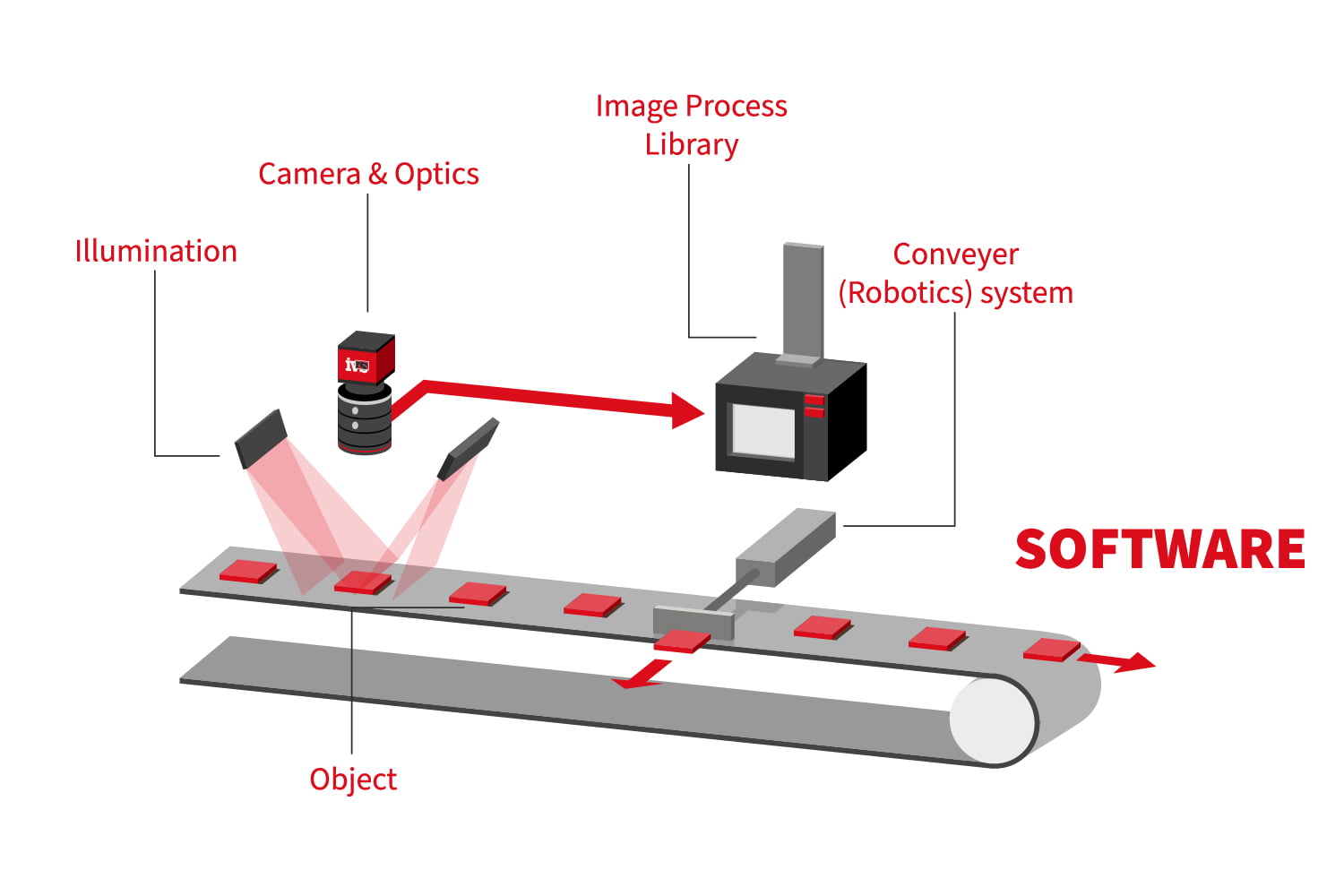
The components of a vision system include the following basic seven elements. Although each of these components serves its own individual function and can be found in many other systems, when working together they each have a distinct role to play. To work reliably and generate repeatable results it is important that these critical components interact effectively.
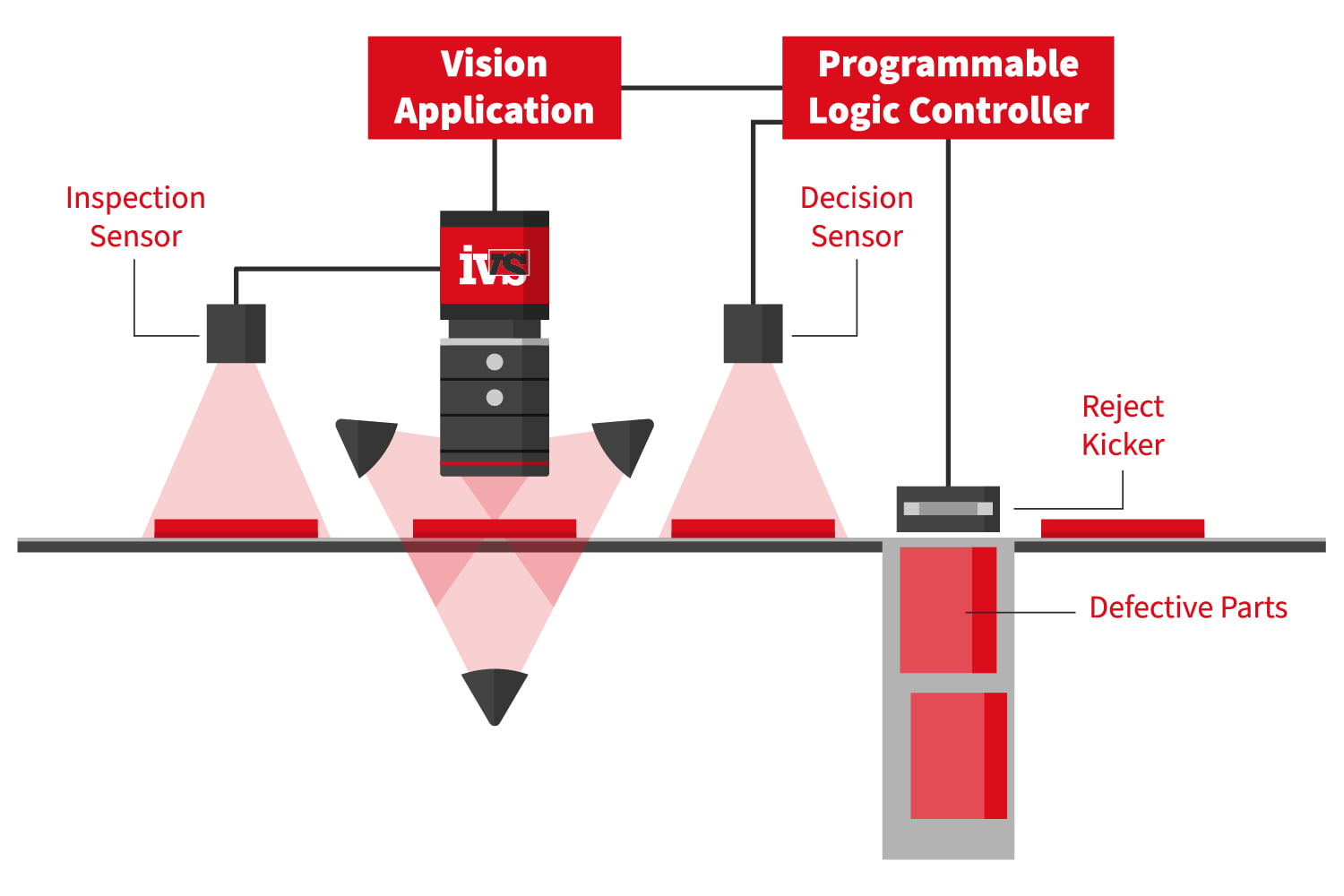
- The machine vision process starts with the part or product being inspected.
- When the part is in the correct place a sensor will trigger the acquisition of the digital image.
- Structured lighting is used to ensure that the image captured is of optimum quality.
- The optical lens focuses the image onto the camera sensor.
- Depending on capabilities this digitizing sensor may perform some pre-processing to ensure the correct image features stand out
- The image is then sent to the processor for analysis against the set of pre-programmed rules.
- Communication devices are then used to report and trigger automatic events such as part acceptance or rejection.
It all starts with the part or product being inspected. This is because it is the part size, specified tolerances and other parameters which will help to inform the required machine vision solution. To achieve desired results the system will need to be designed so that part placement and orientation is consistent and repeatable.
A sensor, which is often optical or magnetic, is used to detect the part and trigger:
- the light source to highlight key features and
- the camera to capture the image
This part of the process may also include what is often referred to as ‘staging’. Imagine a theatre and this is the equivalent of putting the actor centre stage in the best possible place for the audience to see. Staging is often mechanical and is required to:
- Ensure the correct part surface is facing the camera. This may require rotation if several surfaces need inspecting
- Hold the part still for the moment that the camera or lens captures the image
- Consistently put the part in the same place within the overall image ‘scene’ to make it easy for the processor to analyse.
Lighting is critical because it enables the camera to see necessary details. In fact poor lighting is one of the major causes of failure. For every application there are common lighting goals:
- Maximising feature contrast of the part or object to be inspected
- Minimising contrast on features not of interest
- Removing distractions and variations to achieve consistency
In this respect the positioning and type of lighting is key to maximise contrast of features being inspected and minimise everything else.
Of course, an integrated inspection machine will have all of these aspects already designed and taken care of within the scope of the quality inspection unit, but these are some just some of the basic elements which make up the guts of a machine vision system.