When we start developing a new vision system project or are asked to quote for a specific project, we return to the first principles of good practice for vision systems design. We have created these first principles from our millions of hours of experience developing machine vision solutions for Original Equipment Manufacturers (OEM) and end-user customers. It’s a holistic approach to a project review, from the initial understanding of the vision system elements to assessment for automation, an understanding of the process and production environment, and finally, control and factory information connectivity.
The key to this is being driven by the specification and development of a machine vision solution that will work and be robust in the long term. This might sound obvious, as why wouldn’t you design something which will work for the customer, provide long-term stability and make support (and everyone’s life) easier? But we sometimes hear of customers who have supposedly found a solution for a lower price or specification, which, when looked at in detail, proves to be a solution which won’t work, provides the customer with a lot of hassle and ends up being a quality control white elephant in their production. Vision systems have to be adequately thought out and understood. First and foremost, it must work and be robust so that the industrial automation in the line continues to run 24/7, without interruption.
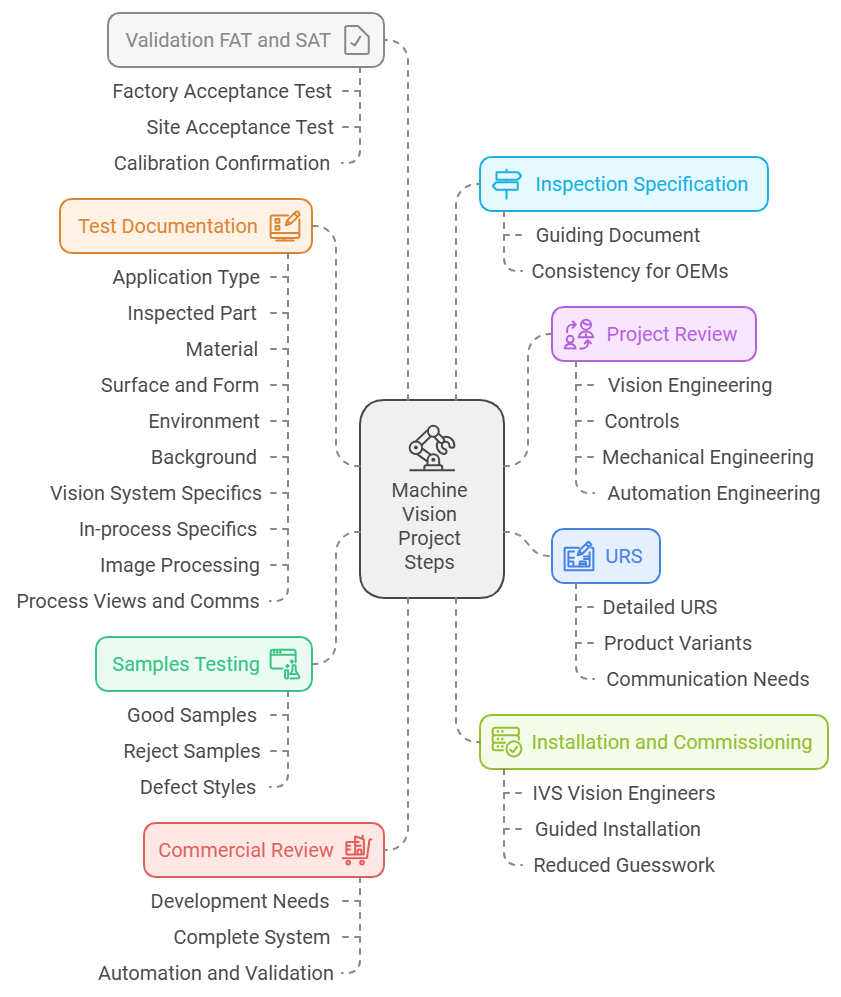
So, how do we approach a machine vision project to ensure its effectiveness, I hear you say? Well, as we said, we look at the sequence of steps that will make for an effective vision system solution. This is best practice for vision system deployment and successful delivery. Where do you start:
1. User Requirement Specification (URS)/Specification/Detailed Information. The first thing to have is a very defined URS or specification to work with. Again, this might sound strange, but some customers have no specific written specifications, only an idea of a system. This is fine in the early stages, but to quote and ultimately deploy effectively, a specification is needed detailing the product, the variants, speeds, communication, quality checks required, tolerances, production information, process control and all elements of the production interaction (and rejection) that are required. For a formal medical device/pharma production URS, this will be spelt out in more detail on an individually numbered sentence-by-sentence or paragraph-by-paragraph basis, based on GAMP (Good Automated Manufacturing Practice). However, for others, it could be a few pages of written detail defining the requirements for the vision system. Whichever approach, the project needs to be defined from the get-go.
2. Samples Testing. Testing of samples is always a good idea. These are real-world samples from the production line showing the product variation on a shift-by-shift, week-by-week basis. Samples that show both good and actual reject samples are needed. Samples of varying defect styles are required to understand how such a rejection will manifest itself on the product. Depending on the project’s difference from those already known algorithms, a formal Proof of Principle may be suggested to determine how the vision system can effectively identify the rejects.
3. Test Documentation. Our proven and reliable test format drives our engineering to document the sample testing results. This allows us to record all the information on the project and provide tangible data to review in the future if the project goes ahead, so it’s a key document in the fight for effectiveness in the vision system deployment. The sheet is divided into specific areas and completed with the sample testing. It includes all details on the job, including:
-Application type: for example presence verification, gauging, code reading or Optical Character Recognition (OCR)
-Inspected Part: is the sample indicative of the real “in-production” type, how many variants are there?
-Material: is the part metallic, opaque, transparent, etc?
-Surface and Form: is it reflective, painted rough etc?
-Environment: what environment will the vision system operate in. For example, if surface detection of contamination is required, a clean room will help to reduce the false failures or debris on the surface.
-Background: how is the product presented on a fixture, and what does that look like?
-Vision System specifics: what camera head type is needed, resolution, pixel size, frame rate, spatial resolution, field of view, object distance and optics.
-In-process specifics: How fast is the product moving, what cycle time is needed, and what wavelength of light is used?
-Image processing: once all the above elements are confirmed the actual machine vision image processing needs to be reviewed. Can traditional algorithms be used or is it an AI application? How repeatable is the processing based on the product deviation over many samples? Sample images should be saved showing the test conditions and every sample reviewed.
-Process views and comms: What will we display on the production line HMI, what stats and yields need to be seen, and finally how will the system communicate with the Programmable Logic Controller (PLC) or factory information system.
4. Project Review. A multi-disciplinary team, including vision engineering, controls, mechanical engineering, and automation engineering carry out a review of the results. The team reviews testing results and assesses how this applies to the production environment, automation and interaction with other production processes. The test documentation will provide some specific angles, lighting and filters required for the vision set-up. Can the product be presented consistently to allow the defined fields of view to be seen? The whole team must agree that the project is viable and the vision testing was successful for us to progress – again, another gate to make sure the vision system deployment is effective.
5. Commercial Review. The commercial team will become involved in the project review to understand all elements of the vision system, the specific development needed, and how this translates into a complete system or machine, including all aspects of automation and validation. The commercials are agreed upon for the project.
6. Inspection Specification. Once a project is live, all of the work done in advance is transferred to the engineering team. This will lead to the development and publication of an Inspection Specification that will run through the whole project. This specification defines all elements of the vision system and the approach for inspection. It is agreed with the customer and becomes the guiding document through the project’s completion. For OEM customers who will be purchasing multiple systems, it also provides the ability to provide a consistent machine vision system from project to project.
7. Installation and Commissioning. As the project progresses, competent and experienced IVS vision engineers perform installation and commissioning. They are guided by all the information already collated and assessed, therefore reducing any guesswork about the vision system’s operation as it’s installed. This measured approach means there are no surprises or unknowns once this stage is reached, derisking the project from both sides.
8. Validation FAT and SAT. Prior to final confirmation of operation, a Factory Acceptance Test (FAT) and Site Acceptance Test (SAT) are conducted based on the vision engineering and inspection specification requirements. This rigid document tests all fail conditions of the machine vision system, robust operation over a long period, and confirmation of the calibration of the complete system.
Overall, these steps create a practical framework for the orderly specification and deployment of a robust and fit-for-purpose vision system. Even for our OEM customers who require multiple machines or vision systems over a long contractual period, it pays to follow the standard procedure for effective vision system deployment. The process is designed to minimise risk and provide a robust and long-service vision system that can easily be supported and maintained.