When you’re installing a vision system for a measuring task, don’t be caught out with the provider simply stating that the pixel calibration task is completed by dividing the number of pixels by the measurement value. This does provide a calibrated constant, but it’s not the whole story. There is so much more to precision gauging using machine vision. Measurement Systems Analysis (MSA) and in particular Gauge R&R studies are tests used to determine the accuracy of measurements. They are the de-facto standard in manufacturing quality control and metrology, and especially relevant for machine vision-based checking. Repeated measurements are used to determine variation and bias. Analysis of the measurement results may allow individual components of variation to be quantified. In MSA accuracy is considered to be the combination of trueness (bias) and precision (variation).
The three most crucial requirements of any vision gauging solution are repeatability, accuracy and precision. The variance of repeated measurements, or repeatability, refers to how near the measurements are to each other. The accuracy of the measurements refers to how close they are to the genuine value. The number of digits that can be read from the measurement gauge is known as precision.
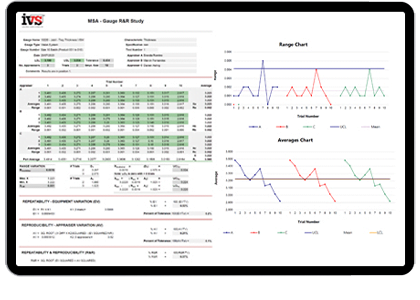
A Gauge R & R (also known as Gage R & R) repeatability and reproducibility is defined as the process used to evaluate a gauging instrument’s accuracy by ensuring its measurements are repeatable and reproducible. The process includes taking a series of measurements to certify that the output is the same value as the input, and that the same measurements are obtained under the same operating conditions over a set duration.
The “repeatability” aspect of the GR&R technique is defined as the variation in measurement obtained:
– With one vision measurement system
– When used several times by the same operator
– When measuring an identical characteristic on the same part
The “reproducibility” aspect of the GR&R technique is the variation in the average of measurements made by different operators:
– Who are using the same vision inspection system
– When measuring the identical characteristic on the same part
Operator variation, or reproducibility, is estimated by determining the overall average for each appraiser and then finding the range by subtracting the smallest operator average from the largest.
So, it’s important that vision system measurements are checked against all of these aspects, so a bias test, process capability and gauge validation. The overall study should be performed as per MSA Reference Manual 2010 fourth edition.
More information on IVS gauging and measuring can be found here.