Over the last twenty plus years in the machine vision industry we’ve learnt a lot about customer expectation and the need to provide solutions which are robust, traceable and provide good value for money. One of the key elements of any installation or inspection machine is the mystical area of false failures of the vision system, and making sure this is reduced to the point of virtual elimination. A small change in the false failure rate in a positive direction can have a massive impact on yield, especially when the inspection takes place at 500 parts per minute!
For customer’s new to machine vision, it’s a concept they aren’t used to. The idea that you have to have a few false rejects events to happen in order to ensure that no false accepts take place. During the design phase of the vision set-up and inspection routine structure, we review a collection of “Good” parts as well as a pool of “Bad” parts. Statistically, this would imply an infinite number of each in order to calculate the set points for each measured feature. It is impossible to create an effective vision solution without this collection of components. We use various vision software methods to analyse all of the parts and features to create a collection of data sets using these good and bad parts.
This is where the system’s true feasibility will be determined. Once a vision tool has been created for any given feature, a population of data points will usually have some degree of uniqueness across the good and bad parts. If the data does not have two mutually exclusive distributions of results, some good parts must be rejected to ensure that no faulty parts are passed and allowed to continue to the customer. In other words, there is a cost to rejecting some good parts in order to ensure that a failed part is never sent to the customer.
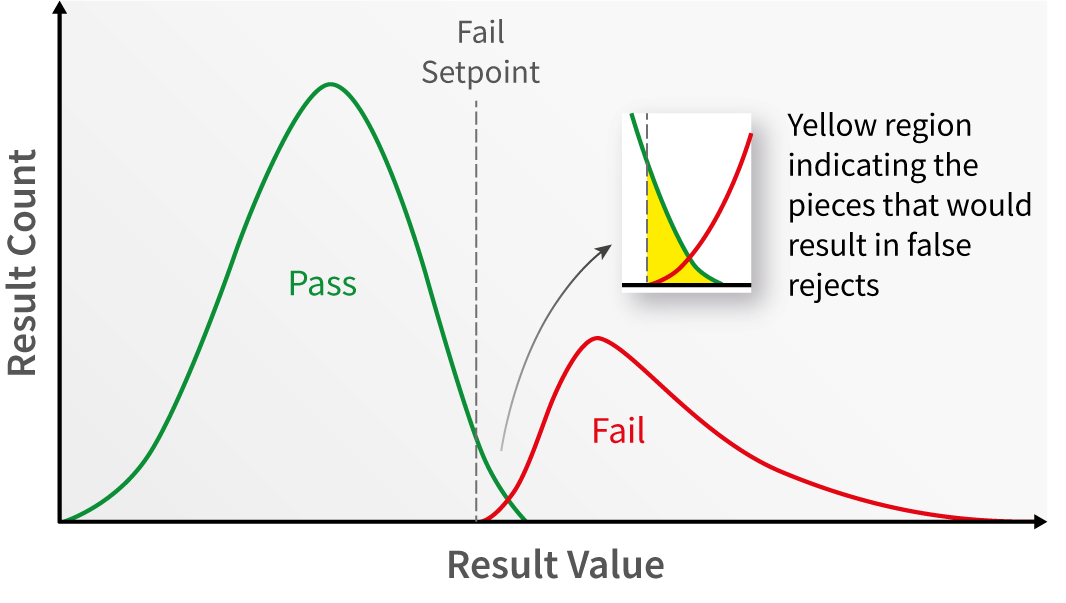
You’ll notice that this chart explains the reasons for false rejections. More importantly, it emphasises that if a system is not rejecting good parts, it may be passing bad ones.
Of course, with all our years of experience in machine vision, we understand this issue – so all our systems and machines are designed so that there is enough difference between good and bad that the distributions are as distinct as possible, that’s the art. That is not so difficult to achieve in presence/absence type applications. It’s more difficult in gauging and metrology vision, where there’s some measurement uncertainty, and extremely difficult in surface flaw detection. Experience in the field of machine vision is everything when it comes to false failure reduction, and that’s what we provide you with our long-standing knowledge in vision systems.