Control systems are essential to the operation of any factory. They control how inputs from various sources interact to produce outputs, and they maintain the balance of those interactions so that everything runs smoothly. The best control systems can almost appear magical; with a few adjustments here and there, you can change the output of an entire production line without ever stopping. This is just as true for the vision inspection process and machinery.
The human machine interface (HMI) in a quality control vision system is important to provide feedback to production, monitor quality at speed and provide easy to see statistics and information. The software interface provides the operator with all information they need during production, guiding them through the process and providing instructions when needed. It also gives them access to a wide array of tools for adjusting cameras or other settings on the fly, as well as useful data such as machine performance reports.
If a product has been rejected by the inspection machine it may be some time before an operator or supervisor can review the data. If the machine is fully autonomous and communicates directly with the factory information system the data might be automatically sent to the factory servers or cloud for later recall – this is standard practice in most modern production facilities. But the inspection machine HMI can also provide an immediate ability to recall the vision image data, detailed information on the quality reject criteria and can be used to monitor shift statistics. It’s important that the HMI is clearly designed, with ergonomics and ease-of-use for the shop floor operator as the main driver. For vision systems and machine vision technology to be adopted you need the buy-in from operators, the maintenance team and line supervisors.
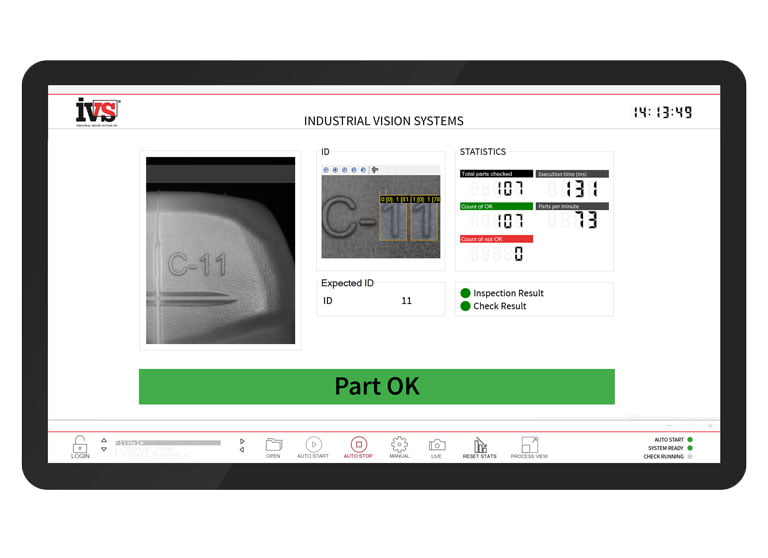
The layout of the operator interface is important to give immediate data and statistical information to the production team. It is important to have an interface that can be easily read from a distance, and displays the necessary information in a single screen. During high-speed inspection operations (such as medical device and pharmaceutical inspection operations) it is not possible to see every product inspected, that’s why a neatly designed vision system display, showing the last failed image, key data and statistical process control (SPC) information provides a ready interface for the operator to drill down on process specifics which may be affecting the quality of the product.
It’s clear why the HMI in quality control vision systems are so crucial to production operations. They help operators see important manufacturing inspection data when necessary, recommend adjustments on the fly, monitor production in real-time and provide useful data about performance all at once.